Problemin tanımı: Bir yıllık çalışmadan sonra, mikser şaftını sıkıştırmanın etkisi (sadece bir tane!) Çok dikkat etmediğim bir şey ortaya çıktı. Kullanmadan önce dönmeye başladım. Ancak son zamanlarda şaft sıkıca "sıkışmış". İlk sebep şekerdir. Muhtemelen, kama, karamelizasyonun sonucudur (şeker bir epoksi gibi demirle "yakalanır"). Sökmeye ve arıza tespiti yapmaya karar verdim. Ve hemen - iki sorun daha vardı.
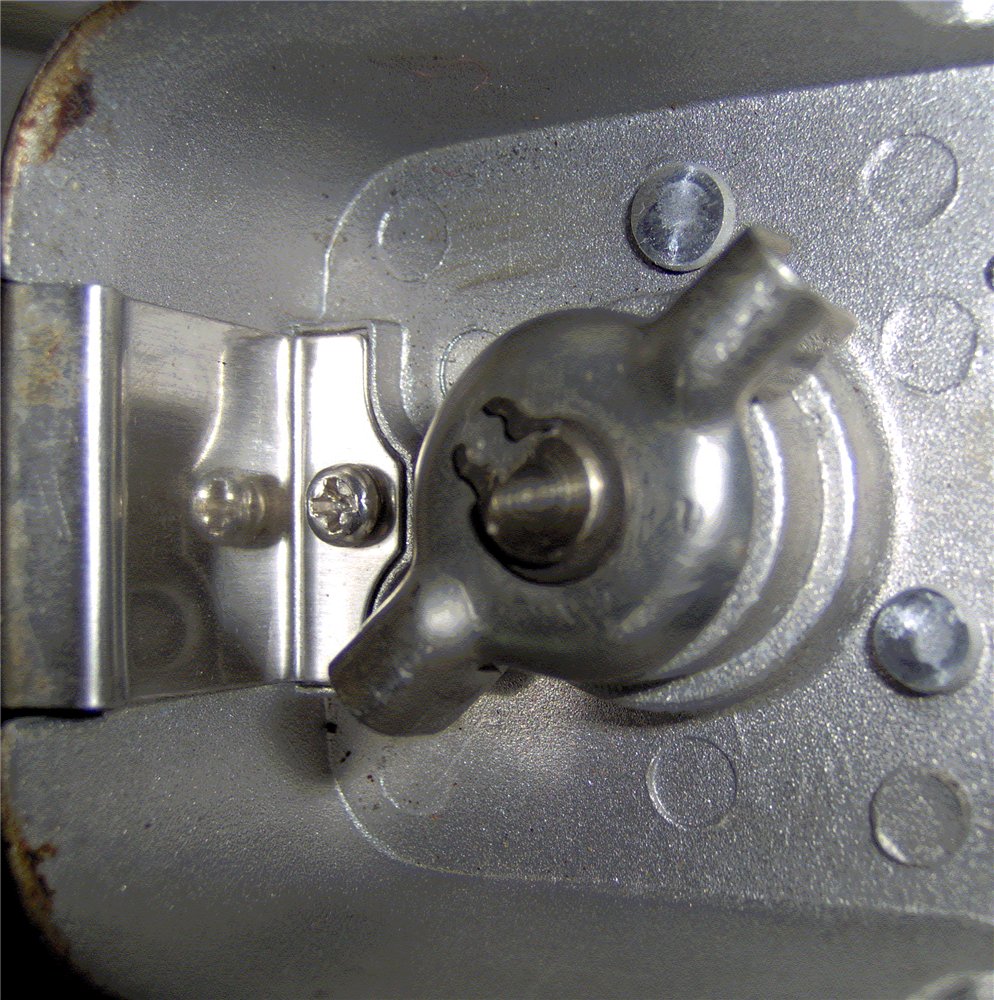
1) Şaft sıkışmış, yanında yaylı klips "sarkmıştır" (plaka bir vidayla sabitlenmiştir, şekle bakınız). Bu, bezin altındaki şurup akışını görebilir ve etkileyebilir. Vidayı bir Phillips tornavidayla sıkmaya başladım - yuvaları yırttım ve vida sıkıca sıkışmıştı. Bir saat boyunca maşa ile büktü. İpliği bir dokunuşla düzelttim ve neredeyse dibini keskin ucuyla kestim. Deneyi tekrarlarsanız, kalemtıraş üzerindeki musluğun ucunu köreltmeniz önerilir.
2) Sonra hafifçe vurarak şaftı bastırmaya başladı. Ve sonra içine girdi: şaft üzerindeki bez kauçuğunun altında bir yaylı rondela ve bir halka şeklinde 1,6 mm çapında bir yay olduğu ortaya çıktı. Bu yay, yırtık bir biçimde, sakız bezini sıkarak yırttım.
İşte karıştırıcı tertibatının bir fotoğrafı:Mil ve aksesuarlar
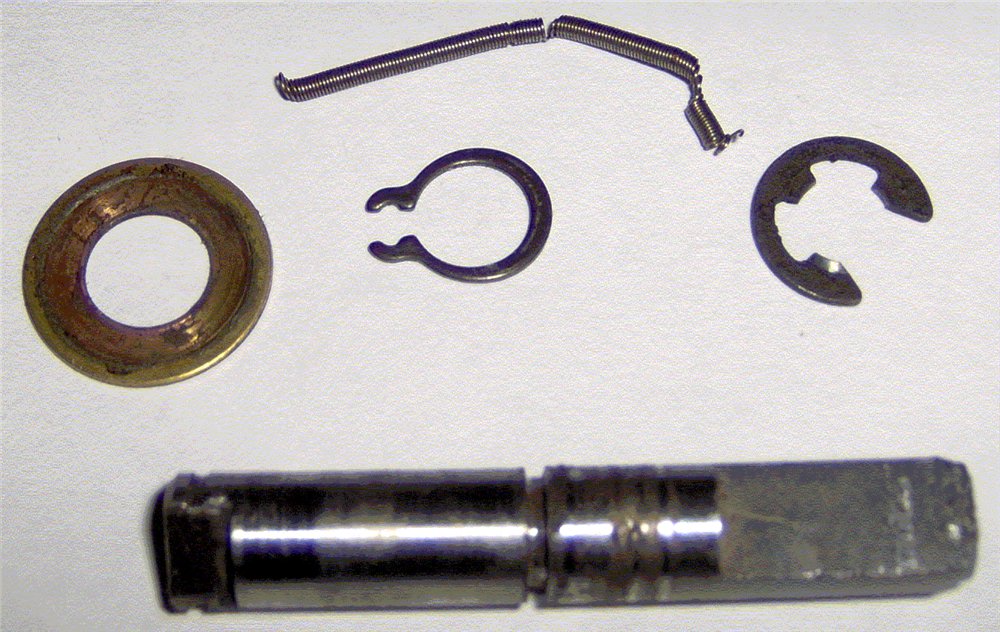
Yarım kaplin

PSh düğümü

Doldurma kutusu

Karıştırıcı ünitesi SB
Soba için hiçbir garantim yoktu. Servis kovayı tamir etmez ve tavsiye vermez.
Referans kitaplarda - GOST'de böyle bir salmastra (güçlendirilmiş kelepçeler) 8x18x7 versiyon 2 yoktur, ancak sadece DIN'de (ithalat) vardır. Farklı kauçuk şirketlerini arıyorum, en yakın erişimde başka kauçuk ürünler var, ancak gerekli yağ keçesi yok. Otomotiv supap gövdesi contaları uymuyor.
Daha ileriye baktığımda buldum. İyi bir şirket var, saf bir teknik dil konuşuyorlar ve yardım etmeye istekliler. Bir kova alırım, yemek. Sakin bir şekilde, yarım milyon Euro'luk bir CNC makinesinde 15 dakikada, yüksek hız ve hassasiyetle, 160 ruble (hız başına 120 + 40) ısıya dayanıklı kauçuktan yapılmış bir contayı taşlıyorum. Ayarları makineye kaydetmeyi kabul ediyorum, biri bu kanalı kullanmak isterse, adamların postayla ne gönderebileceklerini öğreniyorum. Mağazaya gidiyorum, PMS-200 gresi satın alıyorum (PMS-100'den daha viskoz), montajın tüm sürtünme yüzeylerini yağlıyor, ekmeği topluyor ve pişiriyorum. Tek olumsuzluk dönüyor - döküm değil, yüzey pürüzlü, biraz yapışıyor, ayçiçek yağının yardımcı olacağını düşünüyorum. Bu mağazada "CHIP and DIP" (iletişim - aşağıya bakın) posta yoluyla gres siparişi vermek mümkün olacak. Fiyat -64 ruble.
Fotoğraflar:Bu bizim yağ keçemiz
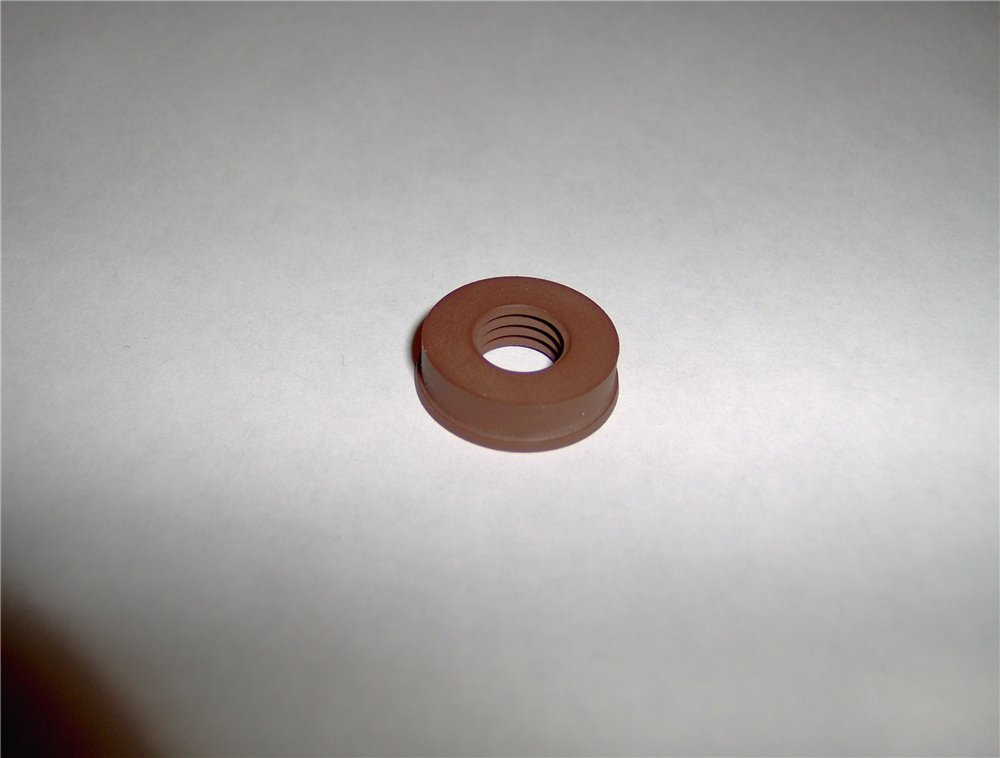
Ve bu zaten kovanın içinde
Gres
Şimdi ana şey:Kova tasarımının bir ön analizi şunları göstermiştir:
1) Kova kapağı yeterince güçlüdür. Yanmış hamuru ancak biraz ılık suya batırdıktan ve elinizle dikkatlice çıkardıktan sonra çıkarırsanız, kova dönen parçaların aşınmasına ve yıpranmasına dayanacak kadar uzun süre dayanacaktır.
2) Mil ve kayar yatak (p / w) ham çelikten yapılmıştır (p / w'nin gri dökme demirden yapıldığından ve milin sertleştirilmiş olduğundan şüpheliyim). Sertleşmediği için taşlama yapılmaz. Büyük boşluk - termal telafi.
3) p / w ekseni, rakor deliğinin ekseniyle eş eksenli değildir (muhtemelen kepçe kenarı ile p / w alanındaki delik arasındaki boşluk). Bu, bu telafinin salmastra bezinin esnekliğinden kaynaklandığı anlamına gelir (yay halkası kavramaya yardımcı olur).
4) Kepçenin döküm kısmındaki yay plakaları tutucular kötü bir şekilde sabitlenmiştir ve ortalanmamıştır, bu durumda karıştırma mili ve tahrik dişlisi milinde bir yanlış hizalama vardır. Bu, kaplinlerde gürültü ve artan aşınmadır.
5) P&C No. 9 syf. ("Sürücünün mekanik kısmında dişli kayış ve büyük çaplı dişlilerin varlığı, dönen sistemin dinamik özelliklerini bozar. Böyle bir kinematik sistem, diğer üreticiler tarafından kullanılan geleneksel sistemlerden daha serttir.Daha az düzgün bir çalışma ve çalışma sırasında daha fazla gürültü var. "), Karıştırıcıların konumunun da önemli bir nokta olduğunu fark ettim. Doğru hareket ederken 90 derecenin altında duruyorlarsa, o anda hamur kesiliyor Mikserler buluşuyor) sürtünme çiftinin bir etkisi ve mikro deformasyonu olacak ...
6) Çıkarılan şaftın incelenmesi (resme bakın), karamelize şekerin bez bölgesinde de yapıştığını göstermiştir. Döner bir kamımız var, burada yağ keçesinin ve şaftın yapışmama bölgeleri boyunca, şurup bir ıslıkla daha sıcak p / w bölgesine gidiyor. Soğuduktan sonra - bir kama.
Bulgular:1) Panik yapmayın!
2) PMS-200'ü postayla satın alıyoruz ve işten önce kayan çifti yağlıyoruz.
3) Kim çok yıpranmışsa - ekmek çıkar çıkmaz - şaftı bir karıştırıcıyla veya aşağıdan bağlantı için çevirin. Özellikle kova hızla soğuduğu için, bir takozu önlemeye yardımcı olmalıdır. Lütfen önlem alın. Kova sıcak! Sıcaklık düştüğünde (kovaya dokunabilirsiniz), sorunlu kova yağlama olmadan tamamen ıslatılabilir ve ardından ılık su alınarak yoğurma modunda çalışarak şaft üzerindeki ve salmastra alanındaki yapışmış tabakanın çözülmesine izin verilebilir. Sadece sıcak kovayı daldırmayın. Kaplamayı bozun.
4) Yağlama ile ilgili olarak. PMS alamıyorsanız, Weldtite Teflon Spray'i (bisikletler için) deneyin. Müthiş bir nüfuz etme gücüne sahiptir, ancak buharlaşana kadar sert kokar.
5) Yukarıda belirtilen plakaların sabitlenmesini kontrol edin. Sabitleme yapılmazsa aşınma artar.
Bağlantılar:------------------------------
Polimetilsiloksan sıvılar
Silikon yağ PMS-200 (ağızlı PET şişe), 20 ml.
Silikon yağı (silikon sıvısı) PMS-200 GOST 13032-77 (CAS No. 63148-62-9)
Beyaz eşya, ev ve ofis ekipmanlarındaki sürtünme ve yuvarlanma ünitelerinde hafif yüklü parçaların yağlanması için tasarlanmıştır. Araç bakım ürünlerinde - lastik contaların yağlanması, yüksek gerilim kablolarının ve parçalarının hidrofobik olarak işlenmesi için.
Mutlak atalet. Ayırıcı sıvı.
Su geçirmez.
Görünüm: Şeffaf sıvı
Viskozite (centistokes): 200 cSt
Çalışma sıcaklığı: -50 ila + 2000C
Hacim: 20 ml.
Ambalaj: PET şişe
Ambalaj: 10 adet ısıyla daralan
www .chip-dip. ru / katalog / gösteri / 2198.aspx Neden PMS-100?
Örneğin gıda endüstrisinde kullanım için onaylandığı için
www. lakmar.com. ua / katalog / kullanım / 9 /
-------------------------------------------------------------------------
Yağ keçesi imalatıSPb, firma "ROST"
www. rost tutma. ru / hakkında / R04 profilimiz
www. rost tutma. ru / üretim / 46 / üretim92.html Yönetici - Pavel (önce onunla)
Makine operatörü - Ivan
Kaynaklar bilgisayarlarında
Moulinex \ 5002
iki dosya
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PSSamodelkinler için denenmemiş bir seçenek. Onu yedekte tuttum. Fikir (denenmemiş) - acilen yapmanız gereken, ancak yedek parça alabileceğiniz hiçbir yer olmadığı durumlar için ("diz üstü" imalat).
Bu nedenle, burada eklemeler daha uygundur, ancak eleştiri için.
Burada EMPTY 16 gauge metal bir kasaya ihtiyacımız var (bu durum için bir avcı tarafından yanlışlıkla bulunmuş veya bağışlanmış, depolama veya diğer yasadışı amaçlarla satın alınmamış).
Değer: Orta delik delme için ince, güçlü, uygun delik, taban (astar deliği).
----------------------
Yani:
Kapsülü mevcut uzun vidanın altına delip, eğe ile 0,5-1,0 mm yüksekliğinde dişler yapıyoruz. Geometri - demir testeresi bıçağı gibi.
Aşırı bir durum, bıçakla çentik dişleri yapmaktır. Deforme olmaması için manşonu çok fazla sıkmayın. Düz başlı vida + pulu içeriden, rondela + somunu dışarıdan yerleştirin. Sıkıyoruz. Bir parmak freze alıyoruz.
Sonra, bir floroplastik (diğer adıyla Teflon) gerekir. İdeal durum, bir tabak veya bir tabakadır. Daha sonra vidamızı matkabın pens aynasına yerleştirip düşük hızlarda kesiyoruz. Güvenlik önlemlerini unutmayın.
Somunu serbest bırakıyoruz, vidayı pens aynasından çıkarıyoruz, kesilmiş silindiri ve vidayı manşondan dışarı itiyoruz. Yine silindiri durana kadar kovanın içine yerleştirip, astar için kullandığımız aynı matkapla deliyoruz. Delmeden önce, matkabı aynaya maruz bırakıyoruz, böylece ayna gövdesinin derinliğine + silindirin yüksekliğine - 2 mm. Alttan, silindiri delerken bir şeyle destekliyoruz. Daha sonra, gelecekteki yağ keçesini matkap sapı ile kovandan dışarı itin ve deliği normal şekilde delin. Merkezlenmiş delikli bir iş parçamız var.
Ayrıca, elde edilen yükseklik -2 seçeneklerine bağlı olarak. Yaklaşık 7 mm yüksekliğe ihtiyacımız var.Yakın bir tane varsa, onu bir deriye veya dosyaya taşlarız (bir dosyaya koyar ve öğütürüz). Yüksek bir sütun - vidadaki rondelalardan, vidayı - matkaba yerleştiririz ve bir torna tezgahında olduğu gibi, metal için demir testeresi bıçağıyla keseriz. Teknoloji - aynanın "sizden uzağa" dönmesi, ya birisi matkabı tutar ya da delme derinliği sınırlayıcının ek tutamağını kullanarak örneğin bir tahta üzerine kelepçelemekteyiz.
Aynı şekilde, küçük bir eğe veya cetvele sarılmış bir zımpara kağıdı kullanarak çapı ayarlıyor ve pahlar yapıyoruz.
Son işlem - 7,9 mm'lik deliği yeni bir keskin matkapla dikkatlice yeniden delin.
Floroplastik, kalıcı deformasyona sahip plastik bir malzemedir, bu nedenle aşınmış bir delik bir pres (cıvata, 2 pul ve bir somun) ile restore edilebilir.
------------------------------------
Sadece yangın durumunda (TB):
1) bir bıçağı keserken. bıçak sizden uzaklaşmalı, kesiğin dikliğini gözlemlemelidir;
2) tuvali çıplak elinizle tutmayın, sarın;
3) özellikle floroplastik olmak üzere her iki taraftan da oymanız gerekir (zarar vermemek için);
4) acele etmeyin veya dış çapı seçin
-------------------------------
Uygun kalınlıkta bir plaka varsa, şunları yapabilirsiniz:
a) "balerin" veya pusula kullanın
b) delin, bıçakla bir çokgene kesin ve öğütün (zorluk - vuruşları çıkarmak için eğeyi sıkıca tutmanız gerekir)
--------------------------------------
Böyle bir "el işi" sizin zevkinize yetecek kadar uzun süre çalışabilir.
-------------------------------------------------------
Yukarıdakilere ek.
Milin ovalliği 0,1 mm veya daha fazla ise veya deliğin ekseninden 0,08 mm'den fazla kaymışsa, yağ keçesinde günah işlemeyin: manşet sızıntısı kaçınılmazdır. Şaftın parlatılmasıyla veya ek yay önyüklemesi ile (dönüşleri kısaltarak) çalışma kenarının preslenmesini güçlendirerek ortadan kaldırılmayacaktır. Donanımı değiştirin!
"Kötü" bir contanın suçlusu, şaft üzerinde dairesel bir oluk (metalin doğal aşınmasının bir sonucu) veya deliğin sonunda manşonun dudağının hareketliliğinin kısıtlanması olabilir. Her iki durumda da salmastra dudağını mil ekseni boyunca hareket ettirin
Oku,
uraldnepr. ru / publ / 1-1-0-15, doğru makale. Bu, değişen yükümüzle şaftın ömrünün yaklaşık 2 yıl olduğunu bir kez daha doğrular. Yağ keçesi yok (güçlendirilmiş manşet), yenisi bile tasarruf etmeyecek. Bizim mi
mühür kısmen kendi başına bir p / w olarak çalışır ve şaft üzerindeki aşınmayı azaltır (omuz değiştirerek yükü hafifletir, malzemelerin gücünü hatırlayın). Artı sızdırmazlık dudakları arasında PMS. Bu nedenle onarımımız yok, modernizasyonumuz var.
Herhangi bir sorunuz varsa yazın.İyi şanslar! 




